UG軟件在炮塔銑床數控線切割加工中的應用
數控線切割加工是一種高精度、高效率的特種加工方法,廣泛應用于模具制造和精密零件加工領域。而炮塔銑床作為一種多功能機床,通過加裝數控線切割附件或結合數控系統,也可以實現復雜的線切割加工任務。利用UG(現為Siemens NX)這一強大的CAD/CAM軟件,可以高效地完成從零件設計到線切割加工編程的全過程。以下將詳細闡述如何利用UG軟件進行炮塔銑床的數控線切割加工。
一、前期設計與模型準備
- 三維建模:在UG的“建模”模塊中,根據零件圖紙或設計意圖,創建出待加工零件的精確三維模型。對于線切割加工,尤其需要關注的是二維輪廓或三維曲面的切割路徑。
- 確定加工特征:明確需要線切割的特征,如型孔、凸模外形、上下異形面等。分析零件的材料、厚度及加工要求。
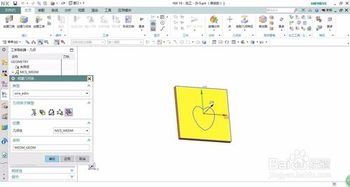
二、進入加工環境與設置
- 切換到加工模塊:在UG中,通過【應用模塊】->【加工】進入CAM環境。
- 創建加工幾何:
- 設置“工件”幾何體為待加工的三維模型。
- 設置“線切割幾何體”。對于炮塔銑床上的應用,通常使用2軸或4軸線切割(取決于設備配置)。關鍵步驟是定義“線切割邊界”。在UG中,可以通過指定面、曲線或邊界來定義切割區域。例如,對于一個型孔,可以選擇孔的邊緣曲線作為邊界。
- 創建刀具:在“創建刀具”對話框中,選擇“wire_edm”類型,并設置線切割電極絲的參數,如絲徑(常用0.1-0.3mm)。
三、創建與編輯線切割操作
- 選擇操作類型:UG線切割主要操作類型包括:
- 無芯(No-core):用于切割封閉輪廓的內部形狀,產生廢料。
- 內部修剪(Internal Trim):從內部開始切割至邊界。
- 外部修剪(External Trim):從外部開始切割輪廓。
* 開放輪廓(Open Profile):切割非封閉的輪廓。
根據炮塔銑床上零件的裝夾位置和加工特征(如是在坯料內部切孔還是切割外形),選擇相應類型。
- 設置切割參數:
- 切削參數:定義步距、公差、切割方向(順時針/逆時針)等。對于炮塔銑床,通常進行2軸輪廓切割。
- 絲徑參數:輸入電極絲直徑,軟件會自動計算偏移路徑(即生成考慮絲徑補償的刀具軌跡)。
- 開始/結束點:指定穿絲點和起割點,這對于實際加工中的裝絲和起始位置至關重要。
- 多次切割設置:如果需要粗切、精修等多道工序,可以設置多條切割路徑及對應的偏移量和加工參數。
- 生成刀軌:在操作對話框中點擊“生成”,UG會根據幾何體和參數計算出刀具路徑。可以使用“重播”或“3D動態”進行可視化仿真,檢查路徑是否正確,有無過切或干涉。
四、后處理與代碼傳輸
- 后處理:UG生成的刀軌是通用的CLSF(刀具位置源文件)數據。必須通過專用的“后處理器”將其轉換為炮塔銑床數控系統能夠識別的G代碼程序。后處理器需要與機床的數控系統(如Fanuc、Siemens、三菱等)相匹配。在UG中,選擇該線切割操作,點擊“后處理”,選擇對應的后處理器,即可生成.nc或.txt等格式的NC程序。
- 程序傳輸:將生成的NC程序通過U盤、網絡或直接數據傳輸(DNC)方式,導入到炮塔銑床的數控系統中。
五、炮塔銑床上的加工實施
- 機床準備:在炮塔銑床上安裝好線切割附件(包括絲筒、導輪、工作液系統等)。確保機床的數控系統已啟用線切割功能。
- 工件裝夾與找正:將工件牢固裝夾在工作臺上,并使用百分表等工具進行找正,確保工件坐標系與編程坐標系一致。
- 程序調試與加工:在機床上調用傳輸過來的NC程序,進行模擬運行或單段執行,確認無誤后,設置好電極絲張力、工作液濃度等工藝參數,即可開始自動加工。
結論與優勢
利用UG進行炮塔銑床的數控線切割編程,實現了設計與制造的高度集成。其優勢在于:
- 直觀可視:三維環境下的刀軌仿真能提前發現錯誤,減少試切成本。
- 精度高:自動的絲徑補償和精確的路徑計算保證了加工尺寸精度。
- 靈活高效:對于復雜輪廓,尤其是上下異形件,UG可以方便地定義多軸切割路徑,充分發揮炮塔銑床的靈活性。
- 知識復用:保存的操作模板和工藝參數可以快速應用于類似零件,提高編程效率。
通過UG軟件強大的CAM功能,可以有效地驅動炮塔銑床完成高精度的數控線切割任務,是提升復雜零件加工能力和效率的利器。
如若轉載,請注明出處:http://m.clunch.cn/product/78.html
更新時間:2026-04-15 02:35:05








